人の仕事を未来へつなぐ工場ライン自動化推進メディア|ヒューロプト » 工場における産業用ロボットの導入事例と活用ガイド » 検査の自動化事例と導入効果まとめ » 製造業における不良対策の自動化事例と導入効果まとめ
製造業における不良対策の自動化事例と導入効果まとめ
目次
全て表示
製造業における不良の低減や品質向上で悩んでいる方向けに、不良対策の基本的な考え方から、現場が抱える課題、改善に向けた判断軸について徹底解説します。自動化によって解決できる領域や、具体的な事例・チェックリストもまとめていますので、現場の改善活動にお役立てください。
製造業における不良対策とは
不良対策の目的と品質管理における重要性
製造業における不良対策とは、製品の製造過程で発生する欠陥や基準外の製品(不良品)を減らし、品質を安定させるための取り組みを指します。顧客への不良品の流出を防ぎ、企業の信頼性を保つことが主な目的です。
また、不良品の発生は材料費や加工費の無駄につながるだけでなく、廃棄コストや再生産のための人件費も増加させます。適切な不良対策を講じることで、歩留まりの向上と製造コストの適正化を図ることが可能です。
「発生防止」と「流出防止」の2つのアプローチ
不良対策は、大きく分けて「発生防止」と「流出防止」の2つの視点で進められます。発生防止は、製造工程そのものを見直し、不良を作り出さない仕組みを構築することです。設備保全や作業手順の標準化などがこれに該当します。
一方、流出防止は、発生してしまった不良品を後工程や市場に出さないための取り組みです。これには、検査体制の強化や検査精度の向上が含まれます。この2つをバランスよく機能させることが、効果的な不良対策の鍵となります。
不良対策が進まない?現場のよくある困りごと
人の感覚に頼る「属人化」のリスク
多くの製造現場で課題となるのが、目視検査や手作業による判断基準の属人化です。熟練作業者の経験や勘に依存している場合、担当者の体調や疲労度によって判定にばらつきが生じやすくなります。
また、熟練者が退職した際の技術継承が難しく、安定した品質を長期間維持するための人材育成に膨大な時間とコストがかかる点も、多くの企業が抱える悩みの一つです。
対策の基準が曖昧・データが残らない課題
不良が発生した際、その原因を特定するためには正確な記録が必要です。しかし、紙のチェックシートや手入力での管理を行っている現場では、記録漏れや転記ミスが発生しやすく、データの追跡(トレーサビリティ)が困難になることがあります。
客観的な数値データが蓄積されないと、根本的な原因分析ができず、場当たり的な対応に終始してしまい、同じ不良を繰り返してしまうリスクが高まります。
適切な不良対策を進めるための判断軸
発生原因を特定する「4M分析」の活用
不良対策を効果的に進めるための判断軸として、製造現場の基本要素である「人(Man)」「機械(Machine)」「材料(Material)」「方法(Method)」の4Mに基づく分析が有効です。不良が発生した際、どの要素に問題があったのかを切り分けて考えます。
たとえば、「人」の作業ミスであれば教育や手順の見直し、「機械」の劣化であればメンテナンス計画の策定など、原因の所在を明確にすることで、的確な改善策を打つことができます。
費用対効果(ROI)に基づく対策の優先順位づけ
すべての不良に対して高額な設備投資を行うことは現実的ではありません。対策を実行する際は、不良の発生頻度や流出時の損害リスク、対策にかかるコストを総合的に判断することが重要です。
まずは、品質への影響が大きく、かつ改善効果が見込みやすい工程から着手し、徐々に段階的な改善(スモールスタート)を図ることが、無理のない不良対策の進め方となります。
自動化システムで潰せる不良対策の領域
目視検査の限界を超えるAI画像判定
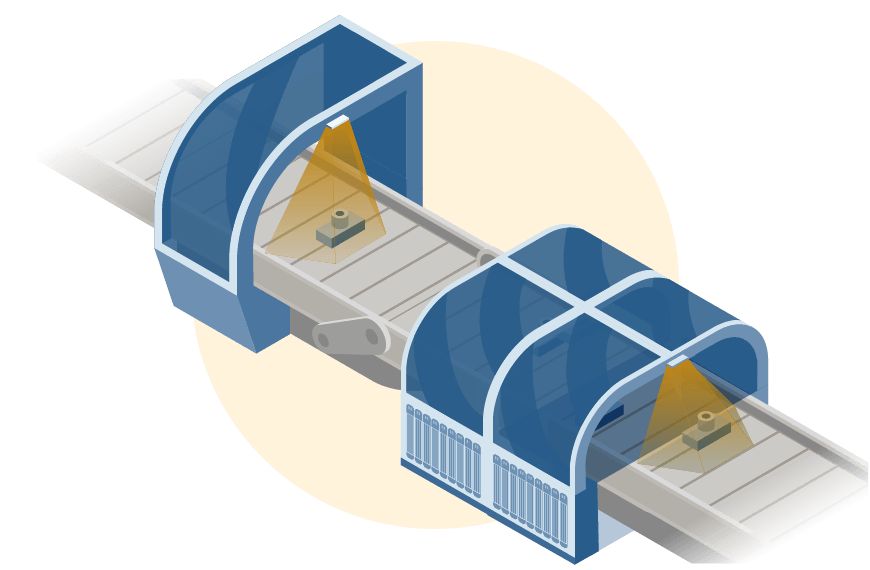
人の目では見逃しやすい微細な傷や色の違いなど、限界がある外観検査の領域は、自動化と非常に相性が良い工程です。AI画像認識や高精度カメラを導入することで、基準に基づく客観的かつ高速な判定が可能となります。
自動化により、検査員ごとの判定のばらつきを排除し、一定の品質基準で安定した全数検査を実施できるようになります。これにより、流出防止の精度を飛躍的に高めることができます。
データ収集・トレーサビリティの自動化
自動化設備を導入することで、検査結果や製造条件をリアルタイムでデータベースに記録できるようになります。これにより、不良発生時のロットや時間を瞬時に特定することが可能になります。
収集したデータは、不良の傾向分析や歩留まり改善のための貴重な情報源となります。手作業による記録の手間を省きつつ、事実に基づいたデータ駆動型の品質管理を実現できるのが大きな強みです。
現場ですぐに使える不良対策チェックリスト
自社の不良対策がどの程度進んでいるか、以下のチェックリストを用いて現状を把握してみましょう。該当しない項目が多いほど、改善の余地があります。
- 不良の判定基準が数値や限度見本で明確に定義されている
- 検査担当者による判定のばらつきを定期的に確認している
- 不良発生時の記録(日時、ロット、内容)が正確に残されている
- 不良の根本原因(4M)を追及し、対策を講じている
- 検査工程の作業環境(照明の明るさ、検査台の高さなど)は適切である
- 再発防止策が作業標準書に反映され、現場に周知されている
製造業における不良対策の自動化導入事例
事例:モーターワイヤーのカラゲ・はんだ不良検査
- 業界:自動車部品・電子機器製造
- 工程:モーター組み立て後の外観検査(カラゲ・はんだ付け)

モーター製造におけるワイヤーのカラゲ(端子への巻き付け)やはんだ付け工程では、はんだ量の過不足やツララといった不良、ワイヤーのほつれなどが課題となります。しかし、対象が立体的で金属光沢があるため、従来の画像処理ではハレーションが起きやすく、安定した検査が困難でした。
そこで、高解像度カメラと最適な照明制御を組み合わせた最新の画像センサを導入しました。立体的なはんだの形状やワイヤーの巻き状態を正確に抽出することで、目視では見逃しやすい微小なはんだ不良やカラゲ不良を安定して自動判定できるようになり、製品の信頼性と検査効率が大きく向上しています。
参照元:キーエンス(https://www.keyence.co.jp/ss/products/vision/visionbasics/examples/auto_other.jsp)
事例:ディープラーニングを活用した複雑な表面の欠陥検出
- 業界:電子デバイス・消費財など
- 工程:製品表面のキズ・汚れ・異物検査

複雑な背景や模様を持つ製品の表面検査では、従来のルールベースの画像処理では設定が難しく、過剰な不良判定(虚報)が多く発生していました。そこで、ディープラーニング(AI)を活用した自動欠陥検出システムを導入しました。
良品のバリエーションをシステムに学習させることで、人間の目と同じような柔軟な判断が可能に。想定外の欠陥や微小な汚れを高精度に検出しつつ、誤判定を劇的に削減することに成功し、検査工程全体の効率を飛躍的に高めました。
参照元:コグネックス(https://www.cognex.com/en/applications/automated-defect-detection)
事例:SMT実装ラインにおける設備間連携による不良未然防止
- 業界:電子機器製造(基板実装)
- 工程:表面実装工程(はんだ印刷・部品搭載)

基板実装(SMT)工程において、はんだ印刷の不良や微小部品の搭載ズレを後工程で発見すると、手直しに多大なコストがかかることが課題でした。これを解決するため、検査装置と実装設備をネットワークで繋ぐ設備間連携(M2M)システムを導入しました。
検査結果をリアルタイムで前工程の設備にフィードバックし、自動で補正をかけることで、不良の発生そのものを未然に防止。結果として、ライン全体の直行率(一発合格率)を大幅に向上させ、廃棄ロスと手直し工数の削減を実現しています。
参照元:ヤマハ発動機(https://www.yamaha-motor.co.jp/smt/concept/oss/quality/0002.html)
まとめ
不良対策の第一歩は現状の把握と細分化から
不良対策を成功させるためには、漠然と「不良を減らす」と考えるのではなく、発生と流出のどちらに課題があるのか、属人化が原因なのかなど、自社の課題を細分化して捉えることが大切です。
自動化に適した領域を見極める
すべての工程をすぐに自動化する必要はありません。検査のばらつきが大きい工程や、データ収集が負担になっている工程など、自動化による費用対効果(ROI)が出やすい部分から着手することが、スムーズな品質改善への近道となります。
【東海版】
工程ごとに選べる
現場課題に強い3社
工程ごとに選べる
現場課題に強い3社
工場ラインの自動化では、工程ごとに「属人化」「スペース制約」「精度の安定」など異なる悩みがあります。設計・提案だけでなく、現場ヒアリングから設置・保全・アップデートまで一貫対応する企業こそ、課題を根本から解決できます。
ここでは、そうした対応力を備えた東海エリアの3社を工程別にピックアップしています。
検査
熟練検査員レベルの
検査ラインの自動化を実現
熟練検査員レベルの
検査ラインの自動化を実現
サカエ

特徴
不良品の検出には、工程ごとの流し方・止め方・向きといった動きの把握が不可欠。サカエは、検査を含む多様な工程で150社・1500台超※の自動化設備導入を支援してきた知見から、成立条件を踏まえた提案が可能です。
特定メーカーに縛られない提案型商社として、機器やソフトを柔軟に組み合わせ、属人化しがちな検査工程も、再現性ある仕組みとして構想・テスト・設置まで一貫対応します。
搬送
省人・省スペースな
搬送ラインの自動化を実現
省人・省スペースな
搬送ラインの自動化を実現
TO WARDS-FUTURE

特徴
スペース制約が課題となる搬送工程では、装置の動きを踏まえたレイアウト構想力が求められます。TO WARDS-FUTUREは、専用コンベアからAGV/AMR/AGF、多軸ローダまで柔軟に選定し、搬送ルートや配置をゼロから設計します。
レイアウト条件に応じて、搬送手段そのものを柔軟に設計できるため、現場に適したライン構成を、既製品にとらわれずに実現します。
組立
多品種にも柔軟に対応できる
組立ラインの自動化を実現
多品種にも柔軟に対応できる
組立ラインの自動化を実現
名古屋精工
特徴
段替えや品種切替が前提の組立工程では、装置の柔軟性は必須。名古屋精工は、ロボットハンドを含むフルオーダー設計により、多品種・小ロットに対応した段替えレスのシステムの製造実績が豊富。
製品変更や他社機の改造にも柔軟に対応できる体制で、変化が前提の現場でも、将来を見据えた組立自動化を構築します。