寸法検査の自動化事例と導入効果まとめ
工場の寸法検査の自動化導入で悩んでいる方向けに、自動化のメリットや導入時のポイント、注意点など、気になる情報を徹底解説。実際の導入事例からみる導入効果などについても詳しく紹介します。
目次
全て表示
寸法検査とは
寸法検査の目的と現場での役割
寸法検査は、製造された部品が設計図や仕様図に定められた寸法公差内であるかどうかを確認し、規格外の部品が混入しないようにすることが目的です。具体的には、長さ、厚み、直角度、平行度・平面度などの幾何公差をチェックします。
現場工程では、品質保証の要ともいえる重要な役割を果たしており、部品の製品の受入・工程内・最終検査のいずれかで実施されます。寸法検査を実施することにより、製造条件や設備の異常の早期発見につなげることも可能です。
人手による寸法測定の限界
複雑な形状や複数箇所を測定する際には、測定点を確認しながら慎重に進める必要があるなど、人の手による寸法検査には限界があります。また、測定以外に、記録や整理の工程が加わることにより、さらに時間がかかることも。
ノギスやマイクロメータは、正確な測定を可能にする工具ですが、使いこなすには一定の技能や経験が求められるため、熟練度により作業時間や精度のばらつきが生じやすいという問題もあります。
寸法検査と
トレーサビリティの関係
寸法検査の記録データは、検査を実施したことを証明することにとどまらず、品質を保証する根拠となるものになります。データを適切に保存・分析することにより、品質の傾向把握や異常検出、早期対処などが可能に。一方、人の手による手書き文書やExcel入力では、ミスや漏れのリスクもあります。
製品の信頼性を維持するには、寸法検査の記録の正確性・保存性・可視性が不可欠です。そのため、デジタル化や自動化による記録管理の整備により、トレーサビリティ強化が可能となります。
主な対象部品
金属・樹脂などの加工部品
金属・樹脂などの加工部品は、切削や射出成形などの加工方法で作られることが多く、外形寸法や穴径・深さなどの測定精度の高さが求められます。
金属部品は、外形や穴径・深さだけでなく、外形や面に対する平面度や直線度の精度も重要です。万が一、これらの寸法にズレが生じれば、組み立てる際の部品同士の接触面が合わないこともあります。
一方、樹脂部品は、加工後の変形が少ないため、比較的安定した測定結果が得られますが、樹脂の種類や加工方法によっては、寸法のばらつきや収縮が生じることもあります。
電子部品や小型部品
電子部品は、半導体チップやコンデンサなど、非常に小さくて精密な部品が多いため、高精度の寸法検査が必要です。わずかな寸法の誤差が電気的特性や接続精度に直接影響を与えることになり、製品の性能や信頼性を低下させる可能性があります。
小型部品は、機械部品や精密機器の一部として使用されることが多く、しばしばミクロン単位での寸法精度が求められることに。例えば、ギアや軸などの機械部品に寸法のズレがあれば、動作不良や摩耗、振動の増加などの不具合が生じることになります。
ワークサイズのバリエーション
寸法検査の対象となるワークは、そのサイズに大きなバリエーションがあり、手のひらに乗るような小型部品から、1mを超えるような大型部品まで幅広く存在します。そのため、サイズの多様性に対応するためには、測定機器や検査方法もサイズに合わせて選定・工夫しなければなりません。
寸法検査自動化のメリット
作業の高速化と検査漏れの防止
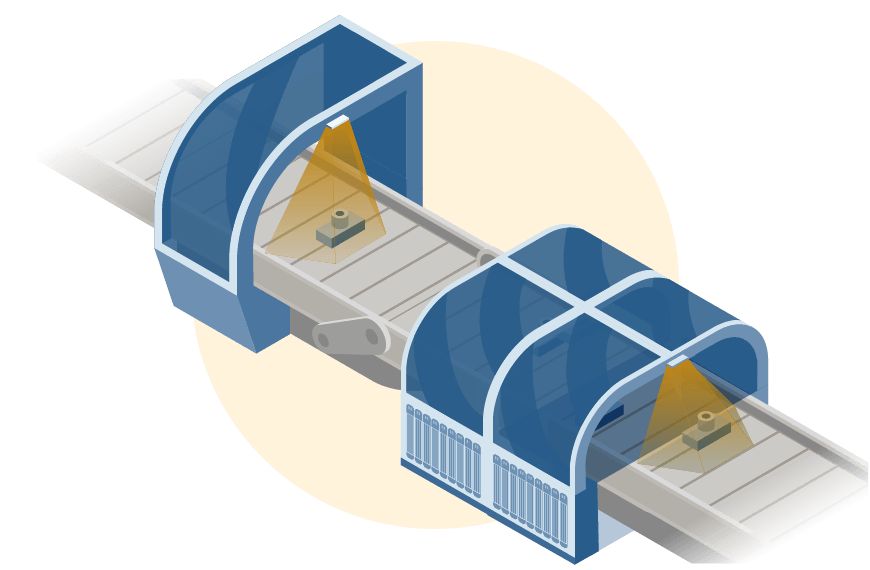
画像処理式測定装置などの寸法自動化装置は、非接触測定機器であるため、対象物に触れることなく、ワーク全体を瞬時に測定できます。また、一度のスキャンで複数のワークの寸法ポイントを同時に取得できるため、手作業による測定と比べて、大幅に時間を短縮することが可能です。
また、測定箇所をあらかじめ自動で設定できるため、「測り忘れ」が生じることもありません。さらに、測定項目を自動で記録・保存することができるため、記録漏れや転記ミスを防ぐことも可能です。
定量データによる品質管理
寸法検査自動化装置では、測定値がリアルタイムでデジタルデータ化され、データはそのままシステムに保存。そのため、手書きや手入力と違い、転記ミスや記録漏れがなくなることで、データの信頼性が向上します。
測定データを活用して、統計的工程管理やばらつき解析を行うことにより、製造工程の安定性を数値で可視化、把握することができます。また、不良発生の傾向や異常の予兆の早期検出、トレーサビリティの確保も実現可能です。
人材育成・配置転換の柔軟化
従来のノギスやマイクロメータを使用した測定では、正確な測定のために長年の経験や勘が必要であり、技術継承や教育にも時間がかかるものでした。自動化装置では、測定箇所の登録や操作フローが標準化されており、ボタンやタッチパネルの操作で、初心者でも短時間での運用が可能となります。
技術者にしかできなかった測定作業が誰にでもできるようになることにより、熟練者をより高度な工程にシフトしたり、他の作業者に検査業務を分担したりするなど、省人化・人材の再配置を推進しやすくなります。
寸法検査といっても製品形状や測定箇所によって、必要な装置や提案力は異なります。自動化の成功は工程ごとの悩みに対応できる企業に相談するのが重要です。
工程別に考える、
自動化成功ポイントとは?
自動化成功ポイントとは?
今自動化したい工程には、その工程ならではの課題があるはずです。だからこそ、各工程の悩みに応じた実績やノウハウを持つ企業に相談することが、現場の負担を減らし、効率的に稼働できる自動化への近道になります。
当サイトでは、構想段階で不安の多い工程でも、自社の状況に置き換えやすい事例を提示できる、工程ごとの強みと対応力を持つ3社をピックアップしています。ぜひ参考にしてみてください。
寸法検査自動化の課題
製品ばらつき・
チャッキング精度の課題
寸法検査自動化においては、誤差が生じる原因にもなる製品のばらつきやチャッキング精度の課題があります。課題を克服するためには、測定物の置き方、治具の精度や段取り作業が重要なポイントとなります。
測定物の固定精度が低ければ、誤差が生じやすくなるため、治具やチャッキング装置の設計を慎重に行い、段取り作業も正確に行う必要があります。また、これらを適切に管理することで、自動化された寸法検査システムの精度を高め、安定した測定を実現することが可能です。
反射・透過・材質による
センサー誤差
寸法検査に光学センサーを用いた場合、例えば、光沢のある物体であれば、強い反射光がセンサーに強く戻り、測定結果に誤差を引き起こすことがあります。一方、透明や半透明な物体は、光が物体を通過してしまい、距離や寸法の測定が困難に。
過剰な反射を引き起こす金属、反射光が均等に散乱するプラスチックなど、材質の違いによってもセンサー誤差が発生することも。誤差対策としては、補正アルゴリズムの導入や高原の調整、物体の表面処理などがあげられます。
測定結果の判定基準設計
寸法検査自動化における許容公差やNG判定のしきい値設計が甘いと、過検出や見逃しが発生し、検査システムの精度が低下します。過検出が頻発すると不良品でない製品を誤ってNG判定し、生産性やコストに悪影響を与えることも。
見逃しが発生すると、実際に不良品がラインを通過し、最終製品の品質に問題が生じます。これを防ぐためには、許容公差やNG判定基準を製品の特性に合わせて最適化することが必要です。
導入時の比較ポイント
対応ワークサイズ・測定精度
対応ワークサイズや測定精度は、検査精度や生産効率を大きく左右することになるため、自社製品に合わせて明確に設定することが重要です。中でも、「±何ミクロンまで測れるか?」といった精度要件の設定は、製品の品質基準に直接関連するため、慎重に決定する必要があります。
例として、小型部品の場合は、非常に高精度な測定が要求されるため、ごく小さなワークサイズに対応している必要が。一方、大型部品の場合は、装置のリニアスケールや測定範囲が広くないと検査が難しくなることがあります。
測定スピードと連続処理能力
寸法検査自動化の導入時には、測定スピードと連続処理能力のバランスが重要です。秒間処理数や搬送装置との連携がうまく取れていないと、ラインのスループットが低下し、生産性が低下します。
適切な測定スピードを確保し、搬送装置とのスムーズな連携を実現することで、製造ライン全体の効率化を図ることが可能。また、スピードだけでなく、精度や装置の安定性を重視することが、長期的な生産性向上に寄与します。
操作性・保守性・トラブル対応
操作性、保守性、トラブル対応の良さは、現場での運用やシステムの安定性に直結するものです。操作が簡単で直感的に扱えること、メンテナンスがしやすくトラブルが発生しても迅速に対応できる体制が整備されていることにより、システムの効果を最大化することができます。
また、これらの要素が整っていると、現場作業者の満足度が向上し、最終的に生産性や品質が向上することに。さらに、トラブル対応の迅速さが製造ラインの稼働率の向上やコスト削減につながります。
「精度」「対応ワーク」「ライン連携」…寸法検査の自動化装置は仕様が非常に多様ですが、自動化することで工場が抱える課題解決は一気に進みます。
まずは、対応について相談したいのであれば、工程ごとにピックアップした相談先をご覧ください。
寸法検査自動化の流れ
ヒアリング・対象物の確認
寸法検査自動化導入の最初のステップとして重要なのは、ヒアリング・対象物の確認です。この段階で、製品の測定箇所、ワーク図面、現物の確認を行うことにより、より正確で効果的な自動化提案が可能になります。
測定箇所を明確化し、ワーク図面で寸法公差や許容範囲を確認することで、正確な検査基準の設定や精度向上が可能に。また、実際に製品を目視確認することにより、微細な特徴や製造上の癖、加工誤差などを見極めることができます。
事前検証・
PoC(概念実証)の活用
事前検証・PoCは、システムが実際の使用環境で機能するかどうかを確認する重要なプロセスです。測定環境においては、温度、湿度、振動などが影響を与える可能性があるため、実際の使用環境を再現し、検証することが重要。
物体の角度が変わることで、センサーからの反射や視差が変化し、誤差が生じることも。また、測定対象物の表面が光を反射するか、拡散するかによって、センサーに届く光の強さやパターンが異なり、誤った寸法が測定される可能性もあります。
設置・導入までの
スケジュール感
寸法検査自動化の設置・導入期間は、構成がシンプルな場合で約2か月、複雑なシステムでは6か月以上かかることが一般的です。 装置規模や検査条件に応じた設計・テスト・調整を行い、余裕を持ったスケジュールを組むことがスムーズな立ち上げにつながります。
※ 上記期間は、SIer・装置メーカー各社の公開事例をもとに編集チームが算定した目安値です。
導入事例
事例:機械部品メーカー
- 業界:金属加工
- 規模:中小企業
- 工程:ワークの内径測定、測定結果のランク分け
引用元:サカエ
(https://engineer-knowledge.sakae-jp.com/naikeisokuteirank)
(https://engineer-knowledge.sakae-jp.com/naikeisokuteirank)
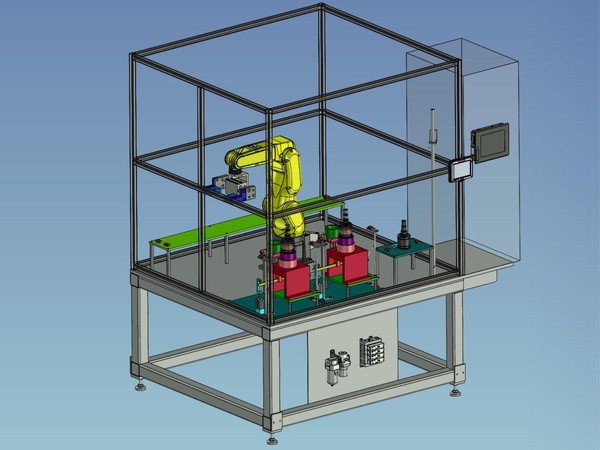
従来は、人の手でカップ形状のワークの内径測定を行い、測定結果によるランク分け、ランクごとの払い出し作業を行っており、手間や時間がかかっていました。
自動化導入後は、ロボットアームで投入されたワークをピッキングし、角度補正用のカメラで位相決め。その後、ロボットで治具1→治具2に搬送し、自動で内径測定を行い、測定したワークをランク別にコンベアへ払い出しを行えるようになりました。
サイクルタイム40秒と業務効率化につながったほか、測定+搬送担当の作業者を1名削減して省人化を実現。また、手動で測定していた工程を自動機用に設計・製作したため、コストを抑えることもできました。さらに、2年で設備投資コストを人件費削減額が上回る予定で、資金回収も早くできる予定です。
参照元:サカエ(https://engineer-knowledge.sakae-jp.com/naikeisokuteirank)
この事例は、サカエによる自動化対応の一例です。会社の自動化の特徴や詳細はこちらからご確認ください。
事例:レーザートラッカーに
よる大物寸法検査の自動化
- 業界:デバイス商社
- 規模:-
- 工程:レーザートラッカーを使った大物を対象とした外観・寸法検査

引用元:タマディック
(https://www.tamadic.co.jp/service/case_study/solution-case3.html)
(https://www.tamadic.co.jp/service/case_study/solution-case3.html)
従来、人が測定器で実測している検査工程は、危険を伴う大物測定であったため、自動化を導入した事例です。レーザートラッカーを使用した大物を対象とした外観・寸法検査の工程を安全で高効率の自動検査システムにしたいという要望がありました。
精度の高い三次元形状測定が行えるレーザートラッカーを使用し、30m超の大きなワークの外観・寸法検査を自動化。また、レーザートラッカー、AGV、多軸ロボットを組み合わせた自動検査システムをインテグレーションし、レーザートラッカーの精度を最大限に生かすことで、検査要求である0.13mmをクリアしました。
目視検査は高所作業などのリスクを伴うものでしたが、自動化により、リスクを排除するとともに検査のスピードもアップすることができました。
参照元:タマディック(https://www.tamadic.co.jp/service/case_study/solution-case3.html)
事例:自動車生産メーカーの
外形測定自動化
- 業界:自動車生産
- 規模:中小企業
- 工程:電動ステアリングのラインにおけるステータ環状外形測定
引用元:技研システック
(https://www.gikensystec.co.jp/case/2013001)
(https://www.gikensystec.co.jp/case/2013001)
自動車生産を手掛けるメーカーにおいて、電動ステアリングの自動ラインのステータ環状の外形を自動で測定する装置です。
前工程で作られたステータの環状を複雑な機構を採用することにより、拘束ユニットで成形。レーザ変位計により、外形測定を実施します。その後、コンベア上に整列されているリングを自動で取り出してステータを組み付けます。
拘束時の外形測定は治具外形を測定し、治具想定値とステータ外形関係は補正値を表示した換算表で対応しています。さらに、リングセット後は自動で後工程に搬出する流れです。
参照元:技研システック(https://www.gikensystec.co.jp/case/2013001)
この事例は、技研システックによる自動化対応の一例です。会社の自動化の特徴や詳細はこちらからご確認ください。
まとめ
“部分検査だけ”からの
自動化も可能
寸法検査自動化の導入は、すべての寸法測定の自動化が必須となるわけではなく、部分検査だけからの導入も可能です。例えば、測定不良が頻繁に発生し、最終品質に大きな影響を及ぼす工程だけを自動化する事例もあります。
工程と製品特性に合う企業を
探すことが大切
寸法検査は、対象物や工程、環境など、様々な要素により現場に特化している必要があります。そのため、自社の工程や製品の特性などに合った企業、技術対応力がある企業を選定することが、導入成功のカギとなるでしょう。
寸法検査の自動化を相談するなら、製品と工程に合わせて会社を選ぶのがおすすめです。このサイトのトップページでは工程別に相談しやすい企業をまとめているので、ぜひ参考にしてください。
【東海版】
工程ごとに選べる
現場課題に強い3社
工程ごとに選べる
現場課題に強い3社
工場ラインの自動化では、工程ごとに「属人化」「スペース制約」「精度の安定」など異なる悩みがあります。設計・提案だけでなく、現場ヒアリングから設置・保全・アップデートまで一貫対応する企業こそ、課題を根本から解決できます。
ここでは、そうした対応力を備えた東海エリアの3社を工程別にピックアップしています。
検査
熟練検査員レベルの
検査ラインの自動化を実現
熟練検査員レベルの
検査ラインの自動化を実現
サカエ

特徴
不良品の検出には、工程ごとの流し方・止め方・向きといった動きの把握が不可欠。サカエは、検査を含む多様な工程で150社・1500台超※の自動化設備導入を支援してきた知見から、成立条件を踏まえた提案が可能です。
特定メーカーに縛られない提案型商社として、機器やソフトを柔軟に組み合わせ、属人化しがちな検査工程も、再現性ある仕組みとして構想・テスト・設置まで一貫対応します。
搬送
省人・省スペースな
搬送ラインの自動化を実現
省人・省スペースな
搬送ラインの自動化を実現
TO WARDS-FUTURE

特徴
スペース制約が課題となる搬送工程では、装置の動きを踏まえたレイアウト構想力が求められます。TO WARDS-FUTUREは、専用コンベアからAGV/AMR/AGF、多軸ローダまで柔軟に選定し、搬送ルートや配置をゼロから設計します。
レイアウト条件に応じて、搬送手段そのものを柔軟に設計できるため、現場に適したライン構成を、既製品にとらわれずに実現します。
組立
多品種にも柔軟に対応できる
組立ラインの自動化を実現
多品種にも柔軟に対応できる
組立ラインの自動化を実現
名古屋精工
特徴
段替えや品種切替が前提の組立工程では、装置の柔軟性は必須。名古屋精工は、ロボットハンドを含むフルオーダー設計により、多品種・小ロットに対応した段替えレスのシステムの製造実績が豊富。
製品変更や他社機の改造にも柔軟に対応できる体制で、変化が前提の現場でも、将来を見据えた組立自動化を構築します。