チョコ停とドカ停の違いとは?
目次
全て表示
製造現場における生産性低下の大きな要因である「チョコ停」と「ドカ停」。それぞれの定義や違い、そしてなぜ発生するのかについて詳しく解説します。設備の停止を放置するリスクに触れながら、IoT技術による見える化や自動化設備の導入など、課題を解決するための具体的な対策ステップや成功事例を紹介します。
チョコ停・ドカ停とは?その定義と違い
チョコ停とは
チョコ停とは、「チョコっと停止する」ことの略称であり、製造ラインや設備がわずかな時間だけ一時的に停止する現象を指します。一般的に数秒から数分程度の短い停止であり、作業員が簡単な操作や調整を行うことで復旧できるケースが大半です。原因が曖昧なまま再稼働できることが多いため、根本的な問題が見過ごされやすいという特徴があります。
ドカ停とは
ドカ停とは、「ドカっと停止する」ことの略称で、設備が長時間にわたって完全に停止してしまう状態を指します。機械の深刻な故障や部品の破損、システムエラーなどが原因であり、復旧には専門的なメンテナンスや部品交換が必要となります。生産計画に直接的な遅れをもたらすため、被害が目に見えやすいトラブルです。
チョコ停とドカ停の違いと比較
両者の最大の違いは、停止時間の長さと復旧の難易度にあります。チョコ停は頻繁に起こるものの短時間で復旧できる一方、ドカ停は頻度は低いものの復旧に多大な時間とコストを要します。しかし、小さな異常であるチョコ停を放置し続けることで設備への負荷が蓄積し、最終的にドカ停を引き起こす引き金になることが少なくありません。
チョコ停・ドカ停が発生する主な原因
設備の老朽化やメンテナンス不足
設備を長期間使用していると、部品の摩耗や劣化が進行します。定期的なメンテナンスを怠ると、センサーの誤作動や駆動部の引っ掛かりなどが発生しやすくなり、チョコ停の頻度が増加します。これが限界に達すると、部品の破損という形でドカ停に繋がります。
作業員のミスや習熟度不足
作業員による材料のセットミス、手順の間違い、不適切な設定などもトラブルの原因です。特に、経験の浅い作業員が担当する場合、小さなミスが設備の停止を招くことがあります。作業の属人化が進んでいる現場ほど、このようなヒューマンエラーによるチョコ停が発生しやすい傾向にあります。
品質異常・部品の供給トラブル
投入する材料や部品の寸法不良、形状のばらつきなどが原因で、設備内で詰まりや引っ掛かりが生じることがあります。また、前工程からの部品供給が滞り、設備が待機状態になってしまう(空転)ことも、生産効率を下げる実質的な停止要因となります。
チョコ停を放置するリスクと現場への影響
生産性の低下と納期遅延リスク
チョコ停1回あたりの停止時間は短くても、1日に何度も発生すれば、トータルで大きな時間的ロスになります。これにより、予定していた生産数に達せず、残業の増加や最悪の場合は納期遅延を引き起こすリスクが高まります。
作業員のストレス増加とモチベーション低下
チョコ停が発生するたびに、作業員は本来の作業を中断して復旧作業に当たらなければなりません。単調で付加価値を生まない復旧作業の繰り返しは、作業員の疲労を蓄積させ、モチベーションの低下や離職の要因にもなり得ます。
チョコ停・ドカ停を削減するための対策・改善ステップ
1. 現場の「見える化」とデータ収集
対策の第一歩は、現状を正確に把握することです。いつ、どの設備で、何回、どれくらいの時間停止したのかを記録します。近年では、IoTセンサーやネットワークカメラを導入し、手作業による記録負担をなくしてリアルタイムに見える化するアプローチが主流となっています。
2. 原因の特定と分析(なぜなぜ分析)
収集したデータをもとに、停止の真因を探ります。「なぜ止まったのか?」を繰り返し問う「なぜなぜ分析」などを活用し、表面的な事象の背後にある根本的な問題を特定します。カメラの録画映像を振り返ることで、一瞬のチョコ停の原因も正確に捉えることが可能です。
3. 設備改善と自動化による根本対策
原因が特定できたら、それを取り除くための設備改修や作業手順の変更を行います。属人的な作業やヒューマンエラーが原因であれば、工程の一部をロボットなどで自動化することも有効な手段です。自動化により、安定した品質とスピードでの稼働が可能になります。
チョコ停・ドカ停の改善・対策事例
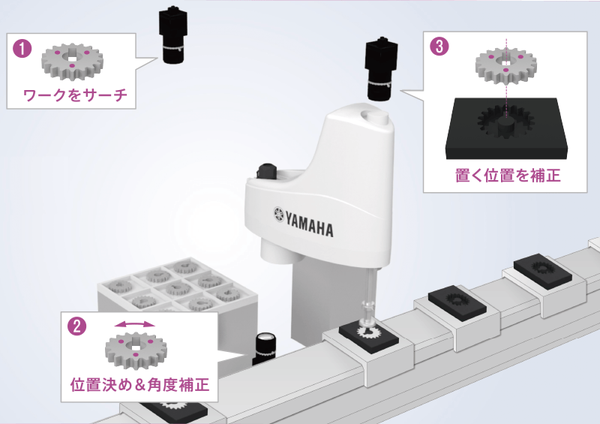
加工部品メーカーのライン監視
- 業界:部品加工
- 規模:ー
- 工程:搬送ガイド周辺のチョコ停原因特定・改善
引用元:ヤマハ発動機株式会社
(https://global.yamaha-motor.com/jp/)
(https://global.yamaha-motor.com/jp/)
ある加工部品メーカーでは、特定のラインで頻発するチョコ停に悩まされていましたが、作業員が駆けつけた時には復旧しており、原因が掴めない状態が続いていました。
そこで、設備周辺にIoT対応のネットワークカメラを設置し、稼働状況を常時録画。チョコ停発生時の映像を遡って確認したところ、特定の形状のワークが搬送ガイドに微小な引っ掛かりを起こしていることが判明しました。
ガイドの形状を改修したことで、当該ラインのチョコ停は大幅に削減されました。
参照元:ヤマハ発動機株式会社(https://global.yamaha-motor.com/jp/)
製造工場における搬送工程の自動化
- 業界:製造業全般
- 規模:ー
- 工程:台車による手作業での工程間部品搬送

引用元:オムロン株式会社
(https://www.omron.com/jp/ja/)
(https://www.omron.com/jp/ja/)
別の工場では、作業員が台車で部品を次工程へ運搬していましたが、人員不足やタイミングのズレによって設備が部品待ちで停止する「チョコ停(手待ちロス)」が頻発していました。
この課題を解決するため、自律走行型の搬送ロボット(AMR)を導入し、工程間の搬送を自動化しました。
各設備の稼働状況と連動して適切なタイミングで部品が供給されるようになり、手待ちによる停止が解消され生産効率が向上しました。
参照元:オムロン株式会社(https://www.omron.com/jp/ja/)
チョコ停・ドカ停対策で自動化を進める際のポイント
自社に合った自動化レベルの見極め
チョコ停を減らすために自動化を検討する場合、ライン全体を一度に自動化するのは導入のハードルが高くなります。まずは、停止原因となっている特定の工程や、自動化の効果が出やすい搬送・検査工程など、部分的な導入(スモールスタート)から始めることがポイントです。
ノウハウを持った専門企業への相談
チョコ停の原因は現場ごとに異なるため、適切な解決策もそれぞれです。自社の課題を正確に診断し、既存の設備を活かした改善提案や、適切なロボットシステムの構築ができる企業に相談することが、ロス削減と生産性向上への近道となります。
まとめ
チョコ停の撲滅が生産性向上の第一歩
製造現場において、チョコ停の放置はドカ停という重大なトラブルを招く危険性を孕んでいます。設備の停止を「よくあること」として片付けず、日々のデータを収集・分析し、原因を根本から断ち切る姿勢が求められます。小さなロスの削減が、工場全体の生産性を大きく引き上げることに繋がります。
自動化の検討はプロへ相談を
チョコ停の原因が人手不足やヒューマンエラーにある場合、設備の一部自動化が有効な解決策となります。しかし、どの工程から着手すべきかの見極めは難しいため、豊富な実績を持つ専門企業への相談を推奨します。
自社の課題に合った相談先をお探しの方は、以下のリンク先から工程別におすすめのパートナー企業をご確認ください。
工程別に考える、
自動化成功ポイントとは?
自動化成功ポイントとは?
チョコ停を解消するために自動化を進める場合、その工程ならではの課題に合わせた対策が必要です。各工程の悩みに応じた実績やノウハウを持つ企業に相談することが、効率的で安定した稼働への第一歩になります。
当サイトでは、構想段階で不安の多い工程でも、自社の状況に置き換えやすい事例を提示できる、工程ごとの強みと対応力を持つ3社をピックアップしています。ぜひ参考にしてみてください。
【東海版】
工程ごとに選べる
現場課題に強い3社
工程ごとに選べる
現場課題に強い3社
工場ラインの自動化では、工程ごとに「属人化」「スペース制約」「精度の安定」など異なる悩みがあります。設計・提案だけでなく、現場ヒアリングから設置・保全・アップデートまで一貫対応する企業こそ、課題を根本から解決できます。
ここでは、そうした対応力を備えた東海エリアの3社を工程別にピックアップしています。
検査
熟練検査員レベルの
検査ラインの自動化を実現
熟練検査員レベルの
検査ラインの自動化を実現
サカエ

特徴
不良品の検出には、工程ごとの流し方・止め方・向きといった動きの把握が不可欠。サカエは、検査を含む多様な工程で150社・1500台超※の自動化設備導入を支援してきた知見から、成立条件を踏まえた提案が可能です。
特定メーカーに縛られない提案型商社として、機器やソフトを柔軟に組み合わせ、属人化しがちな検査工程も、再現性ある仕組みとして構想・テスト・設置まで一貫対応します。
搬送
省人・省スペースな
搬送ラインの自動化を実現
省人・省スペースな
搬送ラインの自動化を実現
TO WARDS-FUTURE

特徴
スペース制約が課題となる搬送工程では、装置の動きを踏まえたレイアウト構想力が求められます。TO WARDS-FUTUREは、専用コンベアからAGV/AMR/AGF、多軸ローダまで柔軟に選定し、搬送ルートや配置をゼロから設計します。
レイアウト条件に応じて、搬送手段そのものを柔軟に設計できるため、現場に適したライン構成を、既製品にとらわれずに実現します。
組立
多品種にも柔軟に対応できる
組立ラインの自動化を実現
多品種にも柔軟に対応できる
組立ラインの自動化を実現
名古屋精工
特徴
段替えや品種切替が前提の組立工程では、装置の柔軟性は必須。名古屋精工は、ロボットハンドを含むフルオーダー設計により、多品種・小ロットに対応した段替えレスのシステムの製造実績が豊富。
製品変更や他社機の改造にも柔軟に対応できる体制で、変化が前提の現場でも、将来を見据えた組立自動化を構築します。