ファクトリーオートメーション(FA)とは?定義から導入の判断軸、事例まで徹底解説
目次
全て表示
ファクトリーオートメーション(FA)の導入を検討している方向けに、FAの基本的な定義から、製造現場が抱える課題、自動化に踏み切るための判断軸、そして具体的な自動化領域までを分かりやすく解説します。特に課題の多い検査工程の自動化についても詳しく触れ、生産性向上と品質安定化に向けた道筋を提示します。
ファクトリーオートメーション(FA)の定義と基礎知識
FA(ファクトリーオートメーション)とは
ファクトリーオートメーション(Factory Automation)とは、工場における受注から設計、製造、検査、出荷に至るまでの生産工程を自動化するシステムや概念のことです。産業用ロボット、PLC(プログラマブルロジックコントローラ)、各種センサ、搬送機器などを組み合わせることで、これまで人の手で行っていた作業を機械に代替させます。
スマートファクトリーとの違い
FAと混同されやすい言葉に「スマートファクトリー」があります。FAが主に「生産ラインや個別工程の自動化(ハードウェアの制御)」に主眼を置くのに対し、スマートファクトリーはIoTやAIを活用し、「工場全体のデータ連携やサプライチェーンも含めた最適化」を目指す概念です。FAはスマートファクトリーを実現するための重要な基盤技術の一つと言えます。
製造現場が抱える現代の困りごと
深刻化する人手不足と技術継承の断絶
現代の製造業において、少子高齢化に伴う労働力不足は喫緊の課題です。特に、長年の経験と勘に頼ってきた「熟練工」の引退により、高度な技術の継承が困難になっています。人が集まらない中で生産量を維持・拡大するためには、人の作業を機械に置き換える取り組みが避けられません。
品質安定化の難しさとヒューマンエラー
人の手による作業には、どうしても疲労や体調によるバラツキ、思い込みによるヒューマンエラーが伴います。特に微細なキズや汚れを見つける「外観検査」や、精密な「寸法検査」において、人海戦術による品質担保は限界を迎えつつあります。品質のブレは歩留まりの低下やクレームに直結するため、安定した品質管理体制の構築が急務となっています。
ファクトリーオートメーション導入の判断軸
自動化すべき工程と人の手で行うべき工程の見極め
すべての工程をむやみに自動化すれば良いわけではありません。FA導入を成功させるには、自社のラインの中で「どこを自動化すべきか」を見極めることが重要です。
- 自動化に向いている工程: 単純な繰り返し作業、重量物の運搬、危険を伴う作業、人による精度のバラツキが大きい検査作業など。
- 人の手で行うべき工程: 頻繁に仕様が変わる多品種極少量生産、人間の柔軟な感覚や判断が必要な複雑な組み立てなど。
費用対効果(ROI)の考え方
FA設備の導入には初期費用がかかります。判断軸として、単なる「人件費の削減」だけでなく、「歩留まりの向上」「稼働時間の拡大(夜間無人運転など)」「品質トラブルによる損失コストの削減」などを総合的に考慮し、中長期的な視点で費用対効果(ROI)を算出することが求められます。
自動化で潰せる領域(検査工程を中心に)
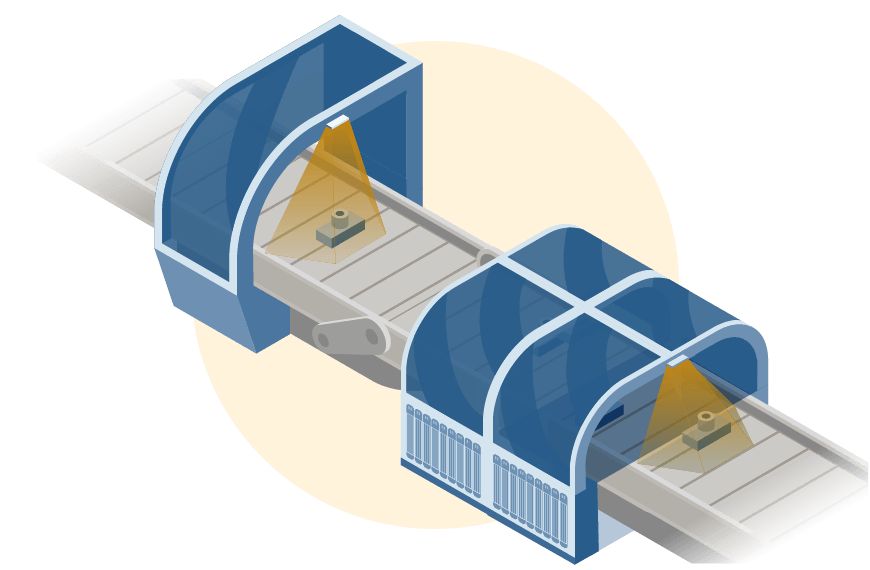
検査工程の自動化(外観検査・寸法検査など)
FA化によって最も大きな効果が期待できる領域の一つが「検査工程」です。最新のマシンビジョンシステムやAI搭載の画像センサを活用することで、人の目では見逃しがちな微細な欠陥や、高速で流れる製品の寸法を正確かつ一定の基準で判定することが可能になります。
検査が自動化されれば、検査員の人手不足が解消されるだけでなく、不良品の流出を防ぎ、前工程への迅速なフィードバックによる歩留まり向上など、工場全体の品質レベルを底上げすることができます。
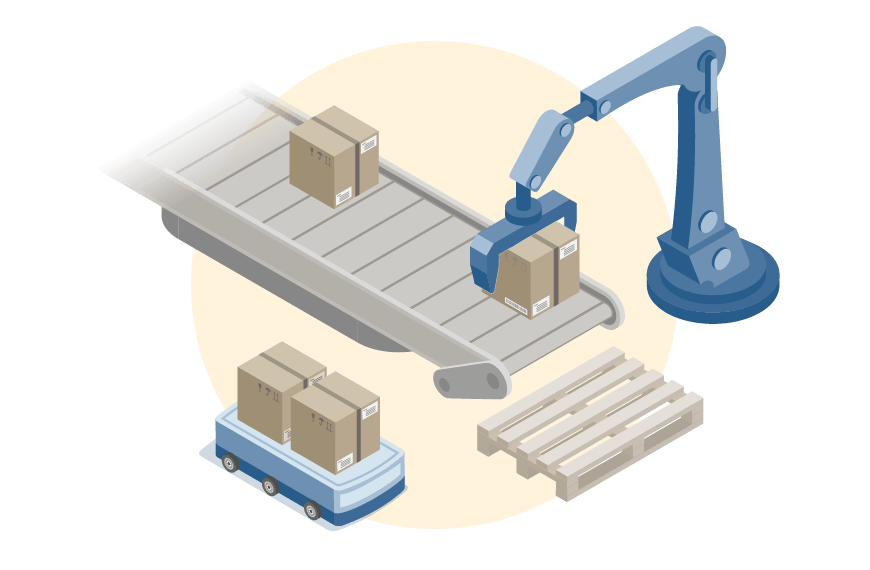
搬送・組立工程の自動化
検査工程だけでなく、工程間をつなぐ「搬送工程」や、部品を組み付ける「組立工程」も自動化の対象です。AGV(無人搬送車)やAMR(自律走行搬送ロボット)による搬送の無人化、多関節ロボットによる精密な部品供給・組み立てなどを組み合わせることで、一貫した自動化ラインの構築が実現します。
ファクトリーオートメーションの事例とチェックリスト
検査工程におけるFA導入事例のイメージ
例えば、ある電子部品メーカーでは、目視で行っていた基板のハンダ付け検査工程にAI画像判定システムを導入しました。これにより、検査のタクトタイムが短縮されただけでなく、検査員ごとの判定のバラツキがなくなり、不良品流出率を大幅に低減させることに成功しています。
導入前に確認すべきチェックリスト
FA導入を失敗させないために、以下の項目を事前に整理しておきましょう。
| 確認項目 | 内容 |
|---|---|
| 目的の明確化 | 省人化か、品質向上か、生産能力の増強か、主な目的を定める |
| 現状業務の棚卸し | 対象工程のタクトタイム、不良率、作業手順を数値化・言語化する |
| 設置スペースと環境 | 機器を設置する物理的なスペース、電源、ネットワーク環境の有無 |
| 運用体制の構築 | 導入後の設備の保守・メンテナンス、トラブル対応を行う担当者の決定 |
【東海版】
工程ごとに選べる
現場課題に強い3社
工程ごとに選べる
現場課題に強い3社
工場ラインの自動化では、工程ごとに「属人化」「スペース制約」「精度の安定」など異なる悩みがあります。設計・提案だけでなく、現場ヒアリングから設置・保全・アップデートまで一貫対応する企業こそ、課題を根本から解決できます。
ここでは、そうした対応力を備えた東海エリアの3社を工程別にピックアップしています。
検査
熟練検査員レベルの
検査ラインの自動化を実現
熟練検査員レベルの
検査ラインの自動化を実現
サカエ

特徴
不良品の検出には、工程ごとの流し方・止め方・向きといった動きの把握が不可欠。サカエは、検査を含む多様な工程で150社・1500台超※の自動化設備導入を支援してきた知見から、成立条件を踏まえた提案が可能です。
特定メーカーに縛られない提案型商社として、機器やソフトを柔軟に組み合わせ、属人化しがちな検査工程も、再現性ある仕組みとして構想・テスト・設置まで一貫対応します。
搬送
省人・省スペースな
搬送ラインの自動化を実現
省人・省スペースな
搬送ラインの自動化を実現
TO WARDS-FUTURE

特徴
スペース制約が課題となる搬送工程では、装置の動きを踏まえたレイアウト構想力が求められます。TO WARDS-FUTUREは、専用コンベアからAGV/AMR/AGF、多軸ローダまで柔軟に選定し、搬送ルートや配置をゼロから設計します。
レイアウト条件に応じて、搬送手段そのものを柔軟に設計できるため、現場に適したライン構成を、既製品にとらわれずに実現します。
組立
多品種にも柔軟に対応できる
組立ラインの自動化を実現
多品種にも柔軟に対応できる
組立ラインの自動化を実現
名古屋精工
特徴
段替えや品種切替が前提の組立工程では、装置の柔軟性は必須。名古屋精工は、ロボットハンドを含むフルオーダー設計により、多品種・小ロットに対応した段替えレスのシステムの製造実績が豊富。
製品変更や他社機の改造にも柔軟に対応できる体制で、変化が前提の現場でも、将来を見据えた組立自動化を構築します。