タクトタイムとサイクルタイムの違いとは?
目次
全て表示
製造現場における生産管理の基本となる「タクトタイム」と「サイクルタイム」。それぞれの定義や違い、そしてなぜこの2つの時間を比較・把握することが重要なのかについて詳しく解説します。サイクルタイムが目標に間に合わない場合の具体的な対策や、協調ロボットの導入によるサイクルタイム短縮の成功事例も紹介します。
タクトタイム・サイクルタイム・リードタイムの違い
タクトタイム(ピッチタイム)とは
タクトタイムとは、「製品1つを製造するために許容される目標時間」のことです。顧客の需要に応えるペースを示す指標であり、ピッチタイムと呼ばれることもあります。タクトタイムは以下の計算式で算出されます。
【計算式】タクトタイム = 1日の定時稼働時間 ÷ 1日の必要生産数
たとえば、1日の稼働時間が480分(28,800秒)で、1日の必要生産数が900個の場合、タクトタイムは「28,800秒 ÷ 900個 = 32秒/個」となります。つまり、32秒に1個のペースで製品を作り続ければ、納期に間に合うことを意味します。
サイクルタイムとは
サイクルタイムとは、「製品1つを製造するために実際にかかった時間」のことです。材料の投入から製品が完成し、次の材料が投入されるまでの1サイクルの実績時間を示します。工程ごとの能力や設備の処理速度、作業員の習熟度によって変動します。
【計算式】サイクルタイム = 1日の実稼働時間 ÷ 1日の実際の生産数
リードタイムとの違い
リードタイムは、「発注から納品までに要する全体の期間」を指します。タクトタイムやサイクルタイムが「製品1個あたりの時間」に焦点を当てているのに対し、リードタイムは材料の調達、生産、検査、出荷、そして顧客の元へ届くまでの「トータルの日数・時間」を表す点で異なります。
なぜ2つの「タイム」の把握が重要なのか?
ボトルネックの発見と生産性向上
タクトタイム(目標)とサイクルタイム(実績)を比較することで、生産ラインのどこに問題があるかを可視化できます。特定の工程のサイクルタイムが突出して長い場合、そこが生産全体の足を引っ張る「ボトルネック」になっていると判断でき、改善の優先順位を明確にすることができます。
タクトタイム > サイクルタイムが理想的な状態
製造現場において目指すべきは、サイクルタイムがタクトタイムを下回っている状態です。実績時間が目標時間より短ければ、余裕を持って納期を遵守できます。
逆に、「サイクルタイム > タクトタイム」となっている場合は、生産が間に合わずに欠品や納期遅延を招くリスクが高まります。また、サイクルタイムが短すぎても、過剰在庫を抱える原因となるため、両者のバランスを適正に保つことが求められます。
サイクルタイムがタクトタイムに間に合わない場合の対策
ボトルネック工程の洗い出しと改善
目標時間に間に合わない場合、まずは各工程のサイクルタイムを計測し、最も時間のかかっているボトルネック工程を特定します。作業者の動線に無駄がないか、部品の配置は適切かなど、動作分析を行い、作業手順の見直しや治具の改善を図ります。
チョコ停などの設備のロス削減
機械のわずかな停止である「チョコ停」が頻発すると、実質的なサイクルタイムは長くなってしまいます。IoT技術を活用して設備の稼働状況を監視・データ化し、チョコ停の根本原因を特定してメンテナンスを行うことで、設備本来の稼働率を引き上げます。
作業の標準化と自動化の推進
作業員ごとのスキルのばらつきがサイクルタイムを遅延させている場合、マニュアルによる作業の標準化が必要です。それでも人手作業による限界がある工程(複雑な組付けや精密な検査など)は、産業用ロボットや画像処理システムなどを導入して自動化することが、大幅なサイクルタイム短縮への有効な対策となります。
サイクルタイム短縮・タクトタイム順守の改善事例
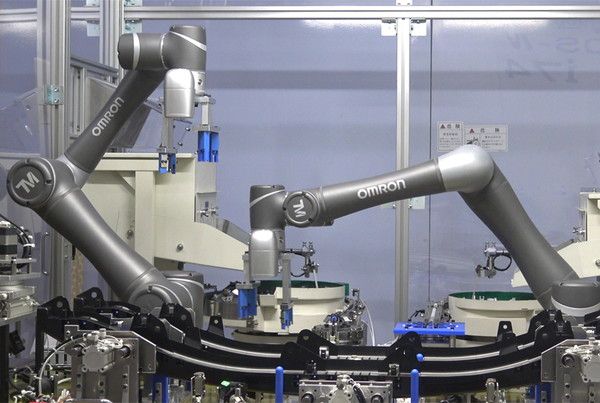
協調ロボットを活用した部品組付け工程の自動化
- 業界:製造業(部品加工・組立)
- 規模:ー
- 工程:クリップ組付け工程のサイクルタイム短縮
引用元:オムロン株式会社
(https://www.fa.omron.co.jp/)
(https://www.fa.omron.co.jp/)
ある製造現場では、成形品へのクリップ組付け作業において、人手作業によるばらつきが生じ、目標とする生産タクトに追いつかないことが課題となっていました。特に、温度環境によって成形品の形状が変化しやすいため、適切な力加減や挿入角度の微調整が求められていました。
そこで、カメラを標準搭載し画像処理による位置補正が可能な協調ロボットを2台導入し、並行して組付け作業を行うシステムを構築。入念な事前検証を通じて、部品の挿入角度や力を最適化しました。
その結果、従来のサイクルタイム約50秒から32秒以内へと約36%の大幅な短縮を達成。人手作業による品質のばらつきも解消され、生産効率の向上と省人化を同時に実現しています。
参照元:オムロン株式会社(https://www.fa.omron.co.jp/solution/case/col_020/)
自動化を進める際のポイント
自社に合った自動化レベルの見極め
サイクルタイムを改善するために自動化を検討する場合、ライン全体を一度にロボットに置き換えるのはリスクが伴います。まずは、ボトルネックとなっている特定の工程に絞り、部分的な自動化からスモールスタートすることが、投資対効果を高めるポイントです。
ノウハウを持った専門企業への相談
自社の現状のタクトタイムやサイクルタイムを正確に分析し、どの工程をどのように自動化すべきかを見極めるのは容易ではありません。工程に応じた知見を持ち、現場のヒアリングから構想設計まで支援できる専門企業に相談することが、課題解決と生産性向上への近道となります。
まとめ
タイムの可視化が生産性向上の第一歩
製造現場において、タクトタイム(目標)とサイクルタイム(実績)の差異を正確に把握することは、生産性向上の出発点です。どこにロスが潜んでいるかをデータで可視化し、ネックとなっている工程を一つずつ改善していく姿勢が求められます。
自動化の検討はプロへ相談を
サイクルタイムの遅れが人手不足や作業の複雑さに起因する場合、設備の一部自動化が有効な解決策となります。しかし、どのようなシステム構成が最適かの判断は難しいため、多数の実績を持つパートナー企業への相談を推奨します。
自社の課題に合った相談先をお探しの方は、以下のリンク先から工程別におすすめのパートナー企業をご確認ください。
工程別に考える、
自動化成功ポイントとは?
自動化成功ポイントとは?
タクトタイム順守のために自動化を進める場合、その工程ならではの課題に合わせた対策が必要です。各工程の悩みに応じた実績や知見を持つ企業に相談することが、効率的で安定した稼働への第一歩になります。
当サイトでは、構想段階で不安の多い工程でも、自社の状況に置き換えやすい事例を提示できる、工程ごとの強みと対応力を持つ3社をピックアップしています。ぜひ参考にしてみてください。
【東海版】
工程ごとに選べる
現場課題に強い3社
工程ごとに選べる
現場課題に強い3社
工場ラインの自動化では、工程ごとに「属人化」「スペース制約」「精度の安定」など異なる悩みがあります。設計・提案だけでなく、現場ヒアリングから設置・保全・アップデートまで一貫対応する企業こそ、課題を根本から解決できます。
ここでは、そうした対応力を備えた東海エリアの3社を工程別にピックアップしています。
検査
熟練検査員レベルの
検査ラインの自動化を実現
熟練検査員レベルの
検査ラインの自動化を実現
サカエ

特徴
不良品の検出には、工程ごとの流し方・止め方・向きといった動きの把握が不可欠。サカエは、検査を含む多様な工程で150社・1500台超※の自動化設備導入を支援してきた知見から、成立条件を踏まえた提案が可能です。
特定メーカーに縛られない提案型商社として、機器やソフトを柔軟に組み合わせ、属人化しがちな検査工程も、再現性ある仕組みとして構想・テスト・設置まで一貫対応します。
搬送
省人・省スペースな
搬送ラインの自動化を実現
省人・省スペースな
搬送ラインの自動化を実現
TO WARDS-FUTURE

特徴
スペース制約が課題となる搬送工程では、装置の動きを踏まえたレイアウト構想力が求められます。TO WARDS-FUTUREは、専用コンベアからAGV/AMR/AGF、多軸ローダまで柔軟に選定し、搬送ルートや配置をゼロから設計します。
レイアウト条件に応じて、搬送手段そのものを柔軟に設計できるため、現場に適したライン構成を、既製品にとらわれずに実現します。
組立
多品種にも柔軟に対応できる
組立ラインの自動化を実現
多品種にも柔軟に対応できる
組立ラインの自動化を実現
名古屋精工
特徴
段替えや品種切替が前提の組立工程では、装置の柔軟性は必須。名古屋精工は、ロボットハンドを含むフルオーダー設計により、多品種・小ロットに対応した段替えレスのシステムの製造実績が豊富。
製品変更や他社機の改造にも柔軟に対応できる体制で、変化が前提の現場でも、将来を見据えた組立自動化を構築します。